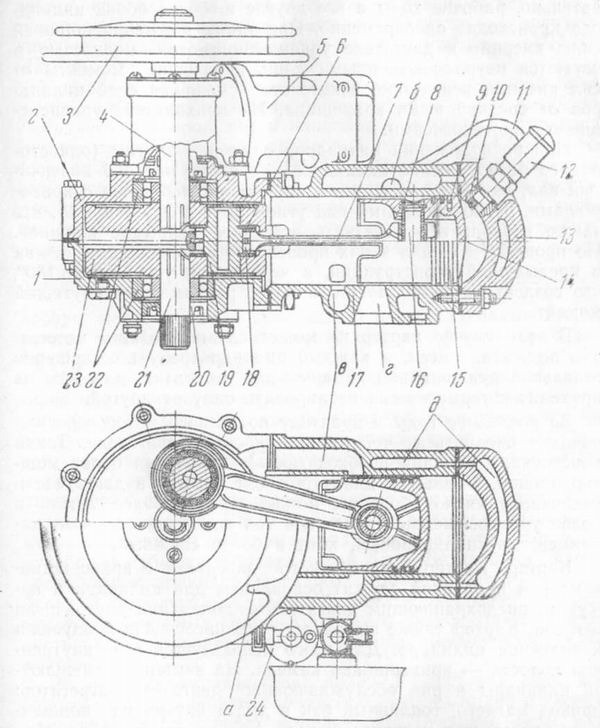
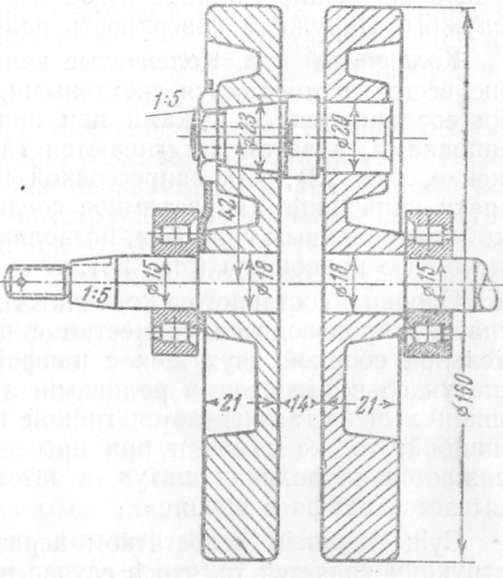
Конструкция двигателя. Конструкция одноцилиндровоге двухтактного двигателя подвесного мотора изображена на рис. 19. Она представляет собой картер, состоящий из двух половин (верхней 2 и нижней 1), на котором болтами или шпильками крепится цилиндр 17 со съемной головкой 13. В цилиндре движется поршень 14. Шатун 7, соединенный при помощи поршневого пальца 16 с поршнем, соединяется своей нижней головкой с цапфой кривошипа 19 коленчатого вала, которому и передает все усилие газов, давящих на поршень. Вал вращается на своих коренных шейках в подшипниках 22 картера, последние герметически уплотнены резиновыми или войлочными сальниками 20, не пропускающими воздух из атмосферы внутрь картера, а горючую смесь из картера наружу.
Двигатель снабжается рядом вспомогательных деталей и агрегатов (пусковой шкив, маховик, карбюратор, магнето, свечи).
Одноцилиндровые двигатели редко изготовляются по литражу более 250 см3, а потому их мощность обычно не превосходит 6—8 л. с. Более мощные двигатели изготовляются двухцилиндровыми или четырехцилиндровыми.
На схеме рис. 9,а приведена двухцилиндровая конструкция. На картере двигателя цилиндры располагаются «оппозитно», т. е. под углом 180° друг к другу. Такое же расположенис имеют и кривошипы коленчатого вала, так что поршни всегда движутся противоположно друг другу. Следовательно, рабочие ходы и все другие циклы в обоих цилиндрах происходят одновременно. При таком движении поршней силы инерции в двигателе уравновешиваются полностью и остаются неуравновешенными лишь небольшие моменты от сил инерции вследствие некоторого смещения осей цилиндров от средней щеки кривошипа. Их приходится уравновешивать противовесами.
При расположении цилиндров один над другим (одностороннее расположение цилиндров) по схеме рис. 9,б коленчатый вал, как и в предыдущем случае, изготовляется с кривошипами, расположенными под углом друг к другу в 180°, что также позволяет осуществить встречное движение поршней. Но процессы за цикл в них происходят не одновременно, как в предыдущей конструкции, а чередуются уже через 180°, что создает на валу двигателя более равномерный крутящий момент.
В этом случае картер не может служить общим насосом для поджатия смеси, а каждый цилиндр требует совершенно отдельной кривошипной камеры для поджатия, для чего их приходится герметически изолировать одну от другой.
За последние годы в практику подвесного моторостроения начали внедряться четырехцилиндровые двигатели. Такая конструкция вызвана необходимостью получения более мощных машин. Уменьшая диаметр и ход поршня в двигателе и увеличивая число оборотов, можно создать более легкий и более уравновешенный двигатель той же мощности, чем, например, двухцилиндровый, хотя и более сложный.
Картер. Картер двухтактного двигателя с кривошипно-камерной продувкой служит основанием для цилиндра и кожухом, предохраняющим двигатель от попадания внутрь пыли и грязи. Картер также выполняет роль насоса для продувки и наполнения цилиндра. Для этого используется его внутренняя полость — кривошипная камера. На картере размещаются цилиндры и ряд обслуживающих двигатель агрегатов: привод магнето, топливный бак и др., а внутри на подшипниках вращается коленчатый вал.
Картер двигателя состоит из двух скрепляющихся между собой болтами половин: верхней и нижней. Для легкости он чаще всего отливается из алюминиевого сплава с 6— 8-процентным содержанием меди.
Поскольку внутри картера давление меняется от значительного разрежения (вакуума) р = 0,25—0,3 кг/см² до некоторого избыточного давления р = 1,5—1,7 кг/см², необходимого для заполнения цилиндра свежей смесью, все места соединений требуют герметичного уплотнения прокладками, а в гнездах подшипников устанавливаются уплотняющие прорезиненные сальники. Нижним фланцем картер, при посредстве шпилек скрепляется с фланцем дейдвудной трубы, сверху, при маховичном зажигании — с декой магнето, как у мотора А-8, а при наличии отдельного магнето — с корпусом привода магнето, как это имеет место в моторах ЛММ-6 и ЛМР-6.
Картер должен иметь по возможности наименьший внутренний объем, чтобы можно было получить в нем смесь достаточного для продувки и наполнения цилиндра давления. Внутри картера на двух шариковых подшипниках вращается составной коленчатый вал. Чтобы уменьшить свободное пространство картера, в котором сжимается воздух при поджа-тии, стенки и детали располагают возможно теснее, а маховик выносят наружу; щеки коленчатого вала делают круглыми, а длину шатуна выбирают возможно короче, доводя
отношение длины шатуна к радиусу кривошипа λ = L\r до 3,5.
Зазоры между щеками коленчатого вала и стенками выполняются минимально возможными, для чего картер приходится обрабатывать изнутри.
Цилиндр и головка цилиндра. Цилиндр обычно отливается из мелкозернистого серого чугуна или из высококачественного чугуна с примесью хрома и никеля, но встречаются цициндры, отлитые из алюминиевого сплава с запрессованной в него стальной гильзой. Снаружи цилиндр подвесного мотора и головка его имеют водяную рубашку, внутри которой для охлаждения стенок цилиндра и днища головки прогоняется охлаждающая вода. Часто для многоцилиндровых подвесных моторов цилиндры отливаются парами, заключенными в одну общую рубашку, образуя собой блок. Внутренняя поверхность стенок цилиндра (зеркало) обрабатывается всегда с большой точностью, чтобы обеспечить хорошее прилегание уплотнительных колец. Кроме того, шлифованная поверхность сильно снижает трение, повышая механический КПД двигателя.
В двухтактных двигателях цилиндр имеет ряд окон. Выпускные окна сообщают рабочую полость цилиндра с выпускным коллектором, через который отработанные газы идут сперва в дейдвудную трубу, а затем под воду и уходят в атмосферу. В других конструкциях выхлопные газы направляются из рабочего цилиндра сперва в глушитель, а потом через выхлопной патрубок в атмосферу. В спортивных и гоночных двигателях глушитель часто не ставится, так как он понижает мощность двигателя примерно на 4—8%. В них газы прямо направляются через выпускной патрубок наружу.
Цилиндр укрепляется на картере шпильками и удерживается гайками. Съемная головка закрывает цилиндр сверху.
Она обладает следующими преимуществами как в обработке, так и в эксплуатации:
1) Головка может быть изготовлена из другого материала, более теплопроводного, чем цилиндр; чаще всего ее отливают из температуроустойчивого алюминиевого сплава. Легкие сплавы допускают более высокую степень сжатия горючей смеси и улучшают тепловой режим.
2) Упрощается отливка и обработка как головки, так и цилиндра.
3) Съемная головка позволяет или расточкой фланца цилиндра, или сменой прокладок менять объем камеры сжатия, что особенно важно при форсировке двигателя (при соревнованиях).
4) Съемная головка позволяет осматривать цилиндр и счищать нагар с поршня и головки, не снимая цилиндра.
Так как резьба у алюминия при частом отвинчивании сбивается, то в стенку головки, где должна быть свеча, иногда впрессовывается бронзовая втулка 10 (футерка, см. рис. 19), в которой и нарезается резьба под свечу.
Головка скрепляется с цилиндром также при посредстве шпилек и гаек.
Герметичность соединения головки с цилиндром достигается постановкой между ними медно-асбестовой или железо-асбестовой прокладки. Такие же прокладки применяются и в соединении цилиндра с выхлопным коллектором; в других менее нагретых местах, как соединение цилиндра с картером и впускными патрубками, ставятся обычные паранитовые или бумажные прокладки, пропитанные маслом, или прямо на шеллаке.
Поршень двигателя. Поршень, как и цилиндр, относится к основным деталям двигателя. В двухтактных двигателях он управляет всем процессом газораспределения, открывая и закрывая впускные, продувочные и выпускные окна.
Поршень состоит из головки (верхняя часть поршня до гнезд пальца поршня), юбки (нижняя часть поршня, служащая направляющей при его движении в цилиндре) и бобышек (внутренних приливов под гнезда пальца поршня). Чтобы газы из цилиндра не проникали в картер, на поршень надеваются кольца, для чего в головке поршня под них протачиваются канавки. Чаще всего поршень снабжается двумя-тремя уплотнительными кольцами и одним маслосъемным. Для того чтобы кольца не могли во время работы проворачиваться и попасть своими концами в прорези окон, в кольцевые канавки устанавливаются специальные стопоры в виде небольших штифтов, удерживающих их в определенном положении.
Учитывая большой нагрев верхней части поршня, часто головку его делают несколько меньшего диаметра, чем юбку, из расчета, что во время работы при нагреве их размеры выравниваются и рабочий зазор между гильзой и поршнем становится примерно одинаковым.
Стенка и днище головки поршня изготовляются всегда более толстыми, чем юбка, так как они воспринимают полное давление от сгоревших газов. Наружная поверхность поршня, помимо точности обработки, делается гладкой для уменьшения коэффициента трения при его движении.
Поршни подвесных моторов отливаются для легкости и лучшей теплопроводности преимущественно из алюминиевых сплавов. Благодаря высокой теплопроводности легких сплавов происходит быстрый отвод тепла от днища поршня к стенкам цилиндра и снижается температура самой нагретой его части — днища поршня - до 220—270°, тогда как у чугунных поршней она достигает 400—450°. Это улучшает тепловой режим работы двигателя, не вызывая самовоспламенения смеси при больших степенях сжатия.
Меньший удельный вес алюминиевых сплавов снижает примерно на 25—30% общий вес поршня против чугунного, хотя и более тонкого. В быстроходных двигателях легкость поршня приобретает первенствующее значение, так как влияет на величину сил инерции, вызывающих вибрацию мотора и судна.
Ширина канавок под кольца у современных подвесных моторов протачивается с радиальным зазором на глубину канавки в 0,5—0,6 мм, а по высоте канавки — с допуском + 0,02 мм.
Высоту поршня двухтактного двигателя обычно делают равной ходу поршня, с прибавлением 5—6 мм на перекрытие окон.
Поршневые кольца. Поршневые кольца по своему назначению подразделяются на уплотнительные, или компрессионные, и на маслосъемные.
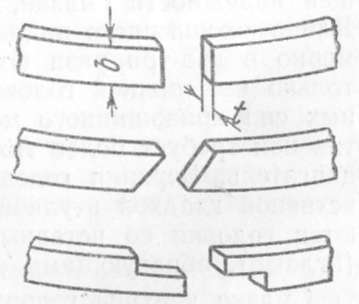
Уплотнительные кольца для поршня преимущественно изготовляются прямоугольного или трапецоидального сечения с наружным диаметром, в свободном состоянии несколько большим диаметра цилиндра, и имеют разрез, называемый замком. Величина зазора в замке допускается в рабочем состоянии 0,2—0,3 мм.
Рис. 20. Формы замков, применяемые в поршневых кольцах
После установки в цилиндр сжатое кольцо в силу своей упругости вплотную прижмется к зеркалу цилиндра, создавая уплотнение зазора. При движении поршня в ту или иную сторону кольцо попеременно прижимается то к одной, то к другой стороне канавки, вызывая износ последней.
По высоте кольца изготовляются от 1,5 до 3 мм. Более широкие кольца сильно влияют на износ канавок.
Замки колец изготовляются различной формы, начиная от прямого среза и кончая угловым и фигурным профилем (рис. 20).
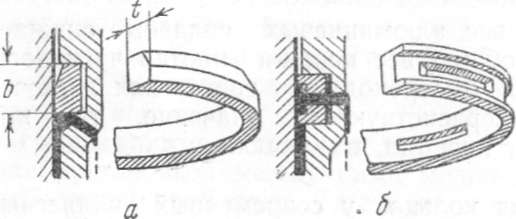
Маслосъемные кольца (рис. 21), создавая уплотнение, не позволяют пропускать излишнее масло внутрь цилиндра. Благодаря им значительно снижается удельный расход масла в двигателе и уменьшается нагарообразование в камере сжатия и на днище поршня.
Материалом для колец служит чугун СЧ-21-40, а также специальные чугуны с присадкой фосфора и ваннадия. При изготовлении колец должны обеспечиваться однородная структура металла и равномерная их упругость.
Рис. 21. Маслосъемные кольца: а — кольцо без отверстий; б — кольцо с продольными отверстиями
Шатун состоит из трех основных частей: верхней головки шатуна, обхватывающей палец, нижней головки шатуна, обхватывающей шейку, или цапфу, и тела шатуна, связывающего их между собой.
За последнее время сочленение нижней головки с цапфой кривошипа делается преимущественно роликовым. Нижняя головка шатуна делается неразъемной и получается более легкой. Выгода такой конструкции не только в легкости и уменьшении трения, но и в уменьшении ее габаритов и в большей надежности смазки, чем при скользящем подшипнике. Длина скользящего подшипника, по расчету, получается примерно в два-три раза больше роликового, что повышает не только вес нижней головки, участвующей в росте центробежных сил кривошипного механизма, но и общий вес двигателя, так как требует более тяжелых противовесов и удлиняет сам двигатель. Верхняя головка шатуна чаще выполняется со вставной гладкой втулкой из бронзы, гораздо реже встречаются головки со вставными длинными тонкими роликами (иглами), образующими «игольчатый подшипник».
Смазка верхней головки осуществляется через отверстие вверху головки, в которое попадает масло, стекающее с днища поршня.
Тело шатуна, или стержень, изготовляется для лучшего сопротивления продольному изгибу таврового сечения, реже прямоугольного или трубчатого (полого) сечения.
Материалом для шатунов служат углеродистые и высококачественные стали. Ковкий чугун и легкие сплавы применяются как исключение.
Поршневой палец. Поршневой палец шарнирно соединяет поршень с шатуном. Через него передается вся сила давления газа с поршня на шатун. Палец нагружается почти ударно, а потому его изготовляют достаточно прочным. Для легкости поршневой палец изготовляется полым, так как его вес, как и вес поршня, участвует в массе возвратно-поступательно движущихся частей и влияет на величину сил инерции кривошипно-шатунного механизма.
Поршневой палец, изготовленный из вязкой малоуглеродистой или легированной стали, подвергается цементации и термообработке.
Палец не должен иметь продольного перемещения вдоль своей оси, иначе он может поцарапать зеркало цилиндра. Чтобы этого не произошло, палец фиксируют или при помощи пружинных стопорных колец-замков, или при помощи алюминиевых грибков.
Стопорные кольца и грибки не допускают продольного смещения пальца, не препятствуя пальцу поворачиваться вокруг своей оси, отсюда он получил название плавающего. Такое крепление снижает износ пальца и удлиняет срок его службы. Наружная поверхность пальца шлифуется.
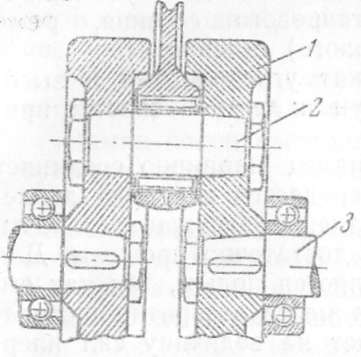
Коленчатый вал. Коленчатые валы подвесных моторов чаще всего изготовляются составными, цапфа и коренные шейки соединяются со щеками или при посредстве конусов со шпонками, а затем затягиваются гайками (разъемное соединение, рис. 22), или запрессовкой цапф и коренных шеек в щеки кривошипа (неразъемное соединение, см. рис. 19), или комбинированным способом, позволяющим производить разъем по цапфе кривошипа (рис. 23).
Сборка составного коленчатого вала при неразъемном шатуне производится совместно с шатуном. Перед окончательной сборкой двух щек с цапфой сперва насаживается шатун со всеми своими роликами, а затем уже заводится на шпонке щека, затягивается гайкой и фиксируется замковой шайбой; то же самое и при прессовом соединении: сперва сажается на роликах шатун, а затем окончательно запрессовывается цапфа в щеки.
Существенным недостатком неразборной (прессовой) конструкции является то, что в случае износа цапфы или шатуна или смены роликов приходится заменить весь комплект вала, а не одну только износившуюся часть.
Щеки коленчатого вала двухтактного двигателя с кривошипно-камерной продувкой выполняются всегда в виде круглого диска с приливами (противовесами), расположенными со стороны, противоположной шатуну.
Часто вместо противовесов для уравновешивания центробежных сил в двухтактных двигателях прибегают к выфрезировыванию карманов в щеках коленчатого вала, около цапфы, кривошипа, с закрытием их сверху для достижения полноты объема щеки тонкими пластинами. Такой способ, например, применен в конструкциях подвесных моторов ЛММ-6 и ЛМР-6. Материалом для щек и коренных шеек служит простая углеродистая сталь; для цапф кривошипа применяется хромоникелевая сталь с последующей цементацией и термообработкой.
Нижний конец коленчатого вала для соединения с вертикальным валом мотора, передающего мощность двигателя гребному винту, снабжается или специальными шлицами или соединительной пластиной, связывающей эти детали.
Маховик. В двигателе работа происходит неравномерно, отдельными толчками. Чтобы сгладить эти толчки и обеспечить гребному винту более равномерное вращение, на коленчатом валу устанавливают маховик. Маховик помогает запуску мотора, получив на это энергию или от человека через ручной привод (шнур), или от специального механизма (стартера) через шестерни.
Иногда в маховике располагаются магниты для системы зажигания и выработки тока для стартера и освещения (маховичное магнето, магдина). Вес маховика в основном зависит от неуравновешенности двигателя, от быстроходности, его тактности, числа цилиндров в нем и конструкции самого маховика.
Маховик обычно устанавливается в подвесных моторах, на верхнем конце коленчатого вала, расточенном на конус, и закрепляется шпонкой и гайкой. По ободу маховика протачивается канавка под пусковой шнур. На верхнем буртике канавки делается прорезь под закладку шнура с узлом на конце, чтобы можно было зацепить им за прорезь (а на рис. 19). Узел прочно сцепляет шнур с маховиком.
Маховики для подвесных моторов обычно изготовляются из алюминиевых сплавов, внутри, которых при махозичном магнето устанавливается магнит (см. рис. 31).

 Важное
Важное

 Важное
Важное
 Важное
Важное
 Важное
Важное